












Ausgangssituation und Zielsetzung
Der neue Hobelkopf mit Wendeschneidplatten brachte nicht nur einen veränderten Durchmesser, sondern auch andere Anforderungen an Lagerung, Steifigkeit und Einbaumaße mit sich. Ziel war es, passgenaue Lagerböcke zu konstruieren und zu fertigen, die:
-
den neuen Wellendurchmesser aufnehmen
-
eine saubere Fest-/Loslagerung realisieren
-
sich ohne größere Änderungen in das bestehende Maschinenkonzept integrieren lassen
-
ausreichend steif und schwingungsarm für den Dauerbetrieb im Dickenhobel sind
Konstruktion der Lagerböcke
Die Konstruktion erfolgte CAD-gestützt. Als Material fiel die Wahl auf hochfestes Aluminium, da es ein gutes Verhältnis aus Steifigkeit, Gewicht und Bearbeitbarkeit bietet. Die Lagerböcke wurden zweiteilig ausgeführt, um die Montage der Welle zu erleichtern.
Besonderes Augenmerk lag auf der exakten Lage der Lagerbohrungen, da bereits geringe Abweichungen zu erhöhtem Lagerdruck, Geräuschen oder vorzeitigem Verschleiß führen können. Zusätzlich wurden Passflächen und Anschläge vorgesehen, um eine reproduzierbare Positionierung im Maschinengehäuse sicherzustellen.
Lagerkonzept: Fest- und Loslager
Um temperaturbedingte Längenänderungen der Hobelwelle sicher aufzunehmen, wurde ein klassisches Fest-/Loslagerkonzept umgesetzt:
-
Festlagerseite:
Ein Rillenkugellager, axial beidseitig fixiert, übernimmt die axiale und radiale Führung der Welle. Hier wird die genaue Position des Hobelkopfs definiert. -
Loslagerseite:
Ebenfalls ein Rillenkugellager, jedoch mit axialem Spiel im Lagerbock. Dadurch kann sich die Welle bei Erwärmung frei ausdehnen, ohne zusätzliche Kräfte in Lager oder Gehäuse einzuleiten.
Dieses Konzept sorgt für einen ruhigen Lauf und eine hohe Lebensdauer der Lager – besonders wichtig bei der hohen Drehzahl eines Hobelkopfs.
Vermessen und Vorbereitung der Fertigung
Vor der Fertigung wurden alle relevanten Maße der Maschine sorgfältig aufgenommen: Einbaulage, Achshöhen, Lagerabstände sowie die exakte Position des Hobelkopfs relativ zu Ein- und Auszugstischen. Diese Daten flossen direkt in das CAD-Modell ein.
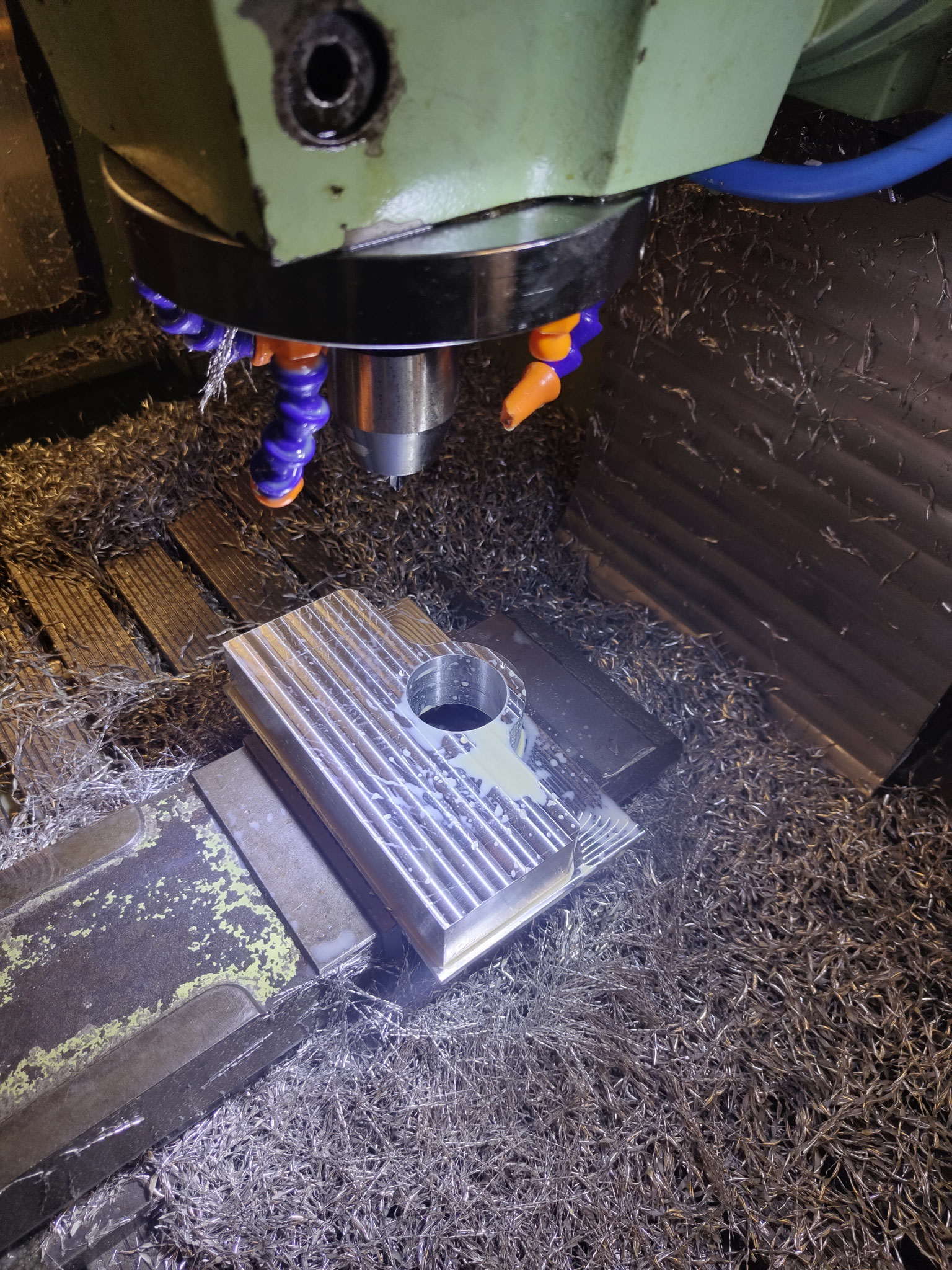
Anschließend wurden die CAM-Daten erstellt und die Lagerböcke auf einer CNC-Fräsmaschine gefertigt. Kritische Maße wie Lagerbohrungen und Passflächen wurden in einer Aufspannung bearbeitet, um höchste Maßhaltigkeit und Koaxialität zu gewährleisten.
CNC-Fertigung der Lagerböcke
Die CNC-Bearbeitung umfasste:
-
Schrupp- und Schlichtfräsen der Außenkontur
-
Präzisionsbohrungen und -passungen für die Lager
-
Planfräsen der Auflageflächen
-
Gewindebohrungen für Deckel und Befestigung
Nach der Bearbeitung wurden alle Kanten gebrochen und die Passungen geprüft. Die Lager ließen sich spielfrei, aber ohne Presszwang einsetzen – genau wie geplant.
Einbau in den Dickenhobel
Der Einbau der fertigen Lagerböcke in den Dickenhobel verlief problemlos. Nach dem Einsetzen der Welle und dem Ausrichten der Lagerböcke wurde der Hobelkopf probeweise gedreht – ruhig, ohne spürbare Unwucht oder Schwergängigkeit.
Nach dem finalen Zusammenbau und einem Probelauf unter Last zeigte sich schnell der Erfolg der Modifikation: ruhiger Lauf, sauberes Schnittbild und ein deutlich reduzierter Wartungsaufwand dank der Wendeschneidplatten.

